


投稿日: 2022 年 2 月 15 日
カテゴリ:ブログ
タグ:PCB、PCB、PCBA、PCB アセンブリ、SMT、ステンシル
PCB ステンシルとは何ですか?
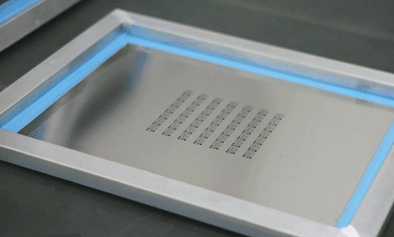
PCB ステンシルはスチール メッシュとも呼ばれ、ステンシルのシートです。
表面実装部品を配置するためにベア PCB 上の正確な指定位置に正確な量のはんだペーストを転写するために使用される、レーザー カットされた開口部を備えた無鋼鉄。ステンシルはステンシルフレーム、ワイヤーメッシュ、鋼板で構成されています。ステンシルには多数の穴があり、これらの穴の位置は PCB 上に印刷する必要がある位置に対応しています。ステンシルの主な機能は、パッドとコンポーネント間のはんだ接合が電気的接続と機械的強度の点で完璧になるように、パッド上に適切な量のはんだペーストを正確に塗布することです。
使用するときは、PCB をステンシルの下に置きます。
ステンシルが基板上に正しく位置合わせされ、開口部にはんだペーストが塗布されます。
次に、はんだペーストは、ステンシル上の固定位置にある小さな穴を通って PCB 表面に漏れます。スチール箔が基板から分離されると、はんだペーストが回路基板の表面に残り、表面実装デバイス (SMD) を配置できる状態になります。ステンシル上でブロックされるはんだペーストが少ないほど、PCB 上に堆積される量が多くなります。このプロセスは正確に繰り返すことができるため、SMT プロセスの高速化と一貫性が向上し、PCB アセンブリの費用対効果が確実になります。
PCB ステンシルは何でできていますか?
SMT ステンシルは主にステンシル フレーム、メッシュ、
ステンレスシートと接着剤。ステンシルフレームは金網に接着剤で貼り付けたフレームが一般的で、均一な鋼板張力が得やすく、一般的には35~48N/cm2となります。メッシュは鋼板とフレームを固定するためのものです。メッシュにはステンレスワイヤーメッシュとポリマーポリエステルメッシュの2種類があります。前者は安定して十分な張力が得られますが、変形や摩耗が起こりやすいです。ただし、後者はステンレス鋼のワイヤーメッシュと比較して長持ちします。一般的に採用されるステンシルシートは 301 または 304 ステンレス鋼シートであり、その優れた機械的特性によりステンシルの性能が明らかに向上します。
ステンシルの製造方法
ステンシルには 7 種類があり、ステンシルの製造方法には化学エッチング、レーザー切断、電鋳の 3 つがあります。一般的にレーザーステンシルが使用されます。ラス
er ステンシルは SMT 業界で最も一般的に使用されており、次のような特徴があります。
データ ファイルは製造エラーを減らすために直接使用されます。
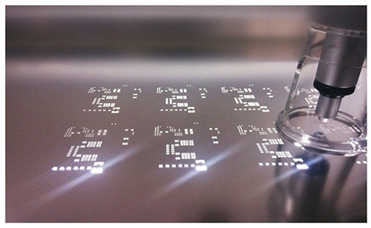
SMT ステンシルの開口位置精度は非常に高く、プロセス全体の誤差は ± 4 μ m 以下です。
SMT ステンシルの開口部には導管となる幾何学形状があります。
はんだペーストの印刷・成型まで行っております。
レーザー切断プロセスの流れ: PCB のフィルム作成、座標の取得、データ ファイル、データ処理、レーザー切断、研削。このプロセスはデータ生成の精度が高く、客観的要因の影響がほとんどありません。台形の開口部は離型しやすく、精密な切断に使用でき、価格も安価です。
PCB ステンシルの一般要件と原則
1. PCB パッド上にはんだペーストを完璧に印刷するには、特定の位置と仕様により高い開口精度が保証され、開口は基準マークと呼ばれる指定された開口方法に厳密に従っている必要があります。
2. ブリッジやはんだビードなどのはんだ欠陥を避けるために、独立した開口部は PCB パッドのサイズよりわずかに小さく設計されます。全体の幅は 2mm を超えてはなりません。PCB パッドの面積は、常にステンシルの開口壁の内側の面積の 3 分の 2 より大きくなければなりません。
3. メッシュを伸ばすときは、厳密に管理し、
開く範囲には特に注意してください。水平かつ中央にある必要があります。
4. 印刷面を上にして、メッシュの下部開口部は上部開口部よりも 0.01 mm または 0.02 mm 幅が広く、はんだペーストの効果的なリリースを容易にし、洗浄を減らすために開口部が逆円錐形である必要があります。ステンシルの時代。
5. メッシュ壁は滑らかでなければなりません。特に間隔が 0.5mm 未満の QFP および CSP の場合、サプライヤーは製造プロセス中に電解研磨を行う必要があります。
6. 一般に、SMT コンポーネントのステンシル開口部の仕様と形状はパッドと一致しており、開口率は 1:1 です。
7. 正確な厚さのステンシルシートにより確実な剥離が可能
必要な量のはんだペーストを開口部から注入します。余分なはんだの堆積ははんだブリッジを引き起こす可能性があり、はんだの堆積が少ないとはんだ接合が弱くなります。
PCB ステンシルを設計するにはどうすればよいですか?
1. 0805 パッケージでは、開口部の 2 つのパッドを 1.0 mm カットし、凹円 B = 2 / 5Y を作成することをお勧めします。A = 0.25mm または a = 2 / 5 * l アンチスズビーズ。
2. チップ 1206 以降: 2 つのパッドをそれぞれ 0.1 mm 外側に移動した後、内側の凹円 B = 2 / 5Y を作成します。A = 2 / 5 * l アンチスズビーズ処理。
3. BGA 付き基板の場合、ボール間隔 1.0mm 以上のステンシルの開口率は 1:1、ボール間隔 0.5mm 未満のステンシルの開口率は 1:0.95 となります。
4. 0.5mmピッチのすべてのQFPおよびSOPの開口率
全幅方向の○は1:0.8である。
5.長さ方向の開口率は1:1.1、0.4mmピッチQFP、全幅方向の開口部は1:0.8、長さ方向の開口部は1:1.1、外周丸足です。面取り半径 r = 0.12mm。0.65mmピッチのSOPエレメントの総開口幅が10%縮小されます。
6. 一般品のPLCC32、PLCC44を穴あきにした場合、全幅方向は1:1、長さ方向は1:1.1となります。
7. 一般的なSOTパッケージデバイスの場合、開口率は
大パッド端の幅方向は 1:1.1、小パッド端の全幅方向は 1:1、長さ方向は 1:1 です。
どうやってPCB ステンシルを使用するには?
1. 取り扱いには注意してください。
2. ステンシルは使用前に洗浄する必要があります。
3. はんだペーストまたは赤色接着剤を均一に塗布する必要があります。
4. 最適な印圧に調整します。
5. 厚紙印刷を使用します。
6. スクレーパーストローク後、離型前に 2 ~ 3 秒停止し、離型速度を速すぎないように設定するのが最適です。
7. ステンシルは適時に洗浄し、使用後はよく保管する必要があります。
プリント基板の製版サービス ShinTech
PCB ShinTech はレーザーステンレス鋼ステンシル製造サービスを提供しています。100μm、120μm、130μm、150μm、180μm、200μm、250μm、300μmの厚さのステンシルを作成します。レーザーステンシルの作成に必要なデータファイルには、SMTはんだペースト層、基準マークデータ、PCB外形層、文字層が含まれている必要があり、データの表裏、部品カテゴリなどを確認することができます。
見積もりが必要な場合は、ファイルを送信して問い合わせてください。sales@pcbshintech.com.
投稿日時: 2022 年 6 月 10 日


